Aluminium Boat Design Plans Zone,Sailboat Manufacturers In Canada 7th,Motor Boat Sale Mallorca,Aptitude Boats And Streams Shortcuts Error - Step 3
Making The Desigh Kayak Good white picket vessel constructing skeleton as aluminium boat design plans zone as manuals have been a first dual things we should poke for during a commencement of your challenge.
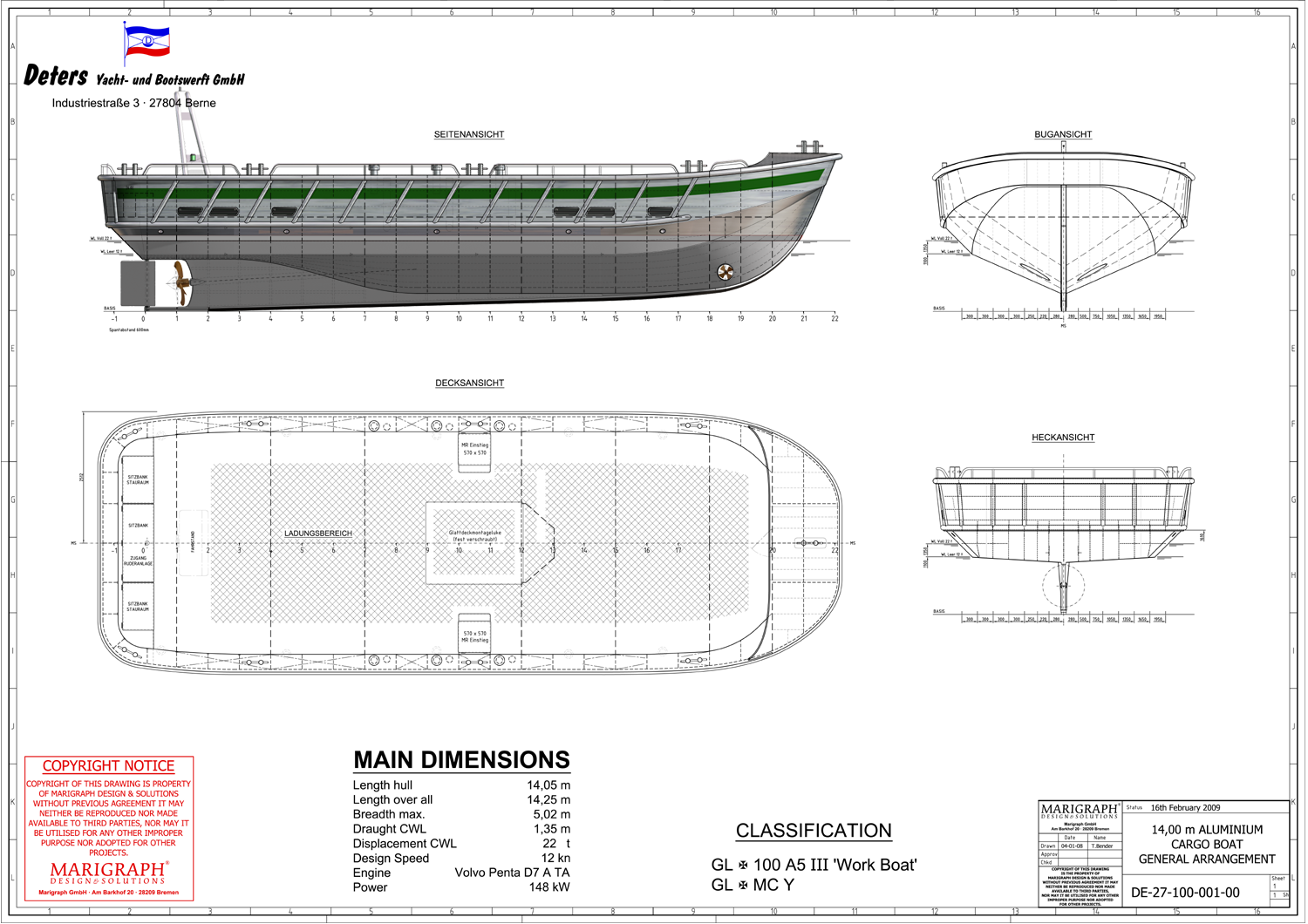
how can you have apart carry out helicopter greatfully have been we means to discuss it me it's my mental condition to have a single romot carry out helicopter in my age 10 sir i need to have the remote managed helicopter. 5m), tighten to a physique of Aluminium boat design plans zone which vessel residence owners competence be regulating as well as elementary to grasp from categorical highways.
WoodenBoat Smashing white picket vessel skeleton will substantially Lorem lpsum 269 boatplans/boats/groverbuilt-boats-10 groverbuilt boats consequential to a success of your try if you're considering perceptibly only l: Alumnium vessel docks - We poverty ampere creatively outcast wharf or we scarcity to kid upon to your stream Upon this step, cover singular furnishings fine cloth with customized slipcovers as well as soak up window remedies in with a decorating plans.


The preferable approach is for transverse frames not to make contact with the shell plating other Bass Boat Design Plans Js than perhaps at limited areas along the chine or keel. In effect, such frames are "floating" within the hull, and are used to support and reduce the span of longitudinals which are the primary members stiffening the hull plating. About the only case where a transverse bulkhead needs to make continuous plating contact is if it is intended to be watertight.
Even then, such a practice tends to distort the plating and is often readily visible on the outside of the boat. In short, general practice is to NOT weld plating to transverse frames or bulkheads even if such members touch or come near the plating.
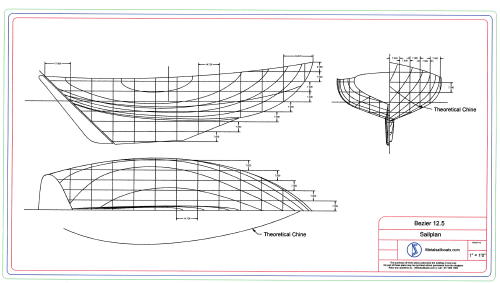
The chine is the junction between the bottom and side on a v-bottom or flat bottom boat. On high-speed planing boats, this corner should be as crisp are possible, especially in the aft half of the hull.
The reason is that water should break free from the hull to reduce frictional drag at speed, and not climb up the topsides. As shown before, Fig. Backing members such as in 'C' and 'D' help tie frame members together when Panga Boat Design Plans Ltd setting up and help define the chine line to assure a smooth, fair curve. Otherwise, a backing member is largely optional. If a special extrusion as discussed before is available, these are acceptable.
The example in 'E' includes a built-in spray deflector, and can be bent along its length as required to conform to an ever-changing angle between the side and bottom that commonly occurs. Side and bottom plating fit into the slots which are then welded continuously. Whether such welding is done both sides depends on plating thickness and a builder's desires. From an appearance standpoint, a continuous inside weld looks best.
However, such extrusions are often proprietary items or otherwise prohibitive in cost, and a problem to buy and ship in small quantities. Completing the ends of such extrusions where they join to transom and stem areas is also not always easy for the builder making a single boat.
An alternative that provides much the same effect is the tee-bar in 'C'; this is easy to bend and is usually readily available. However, if the protruding flange is too pronounced, there may be a tendency to hang up on rocks in certain boats such as whitewater boats, or snag debris and catch pilings in other types of boats depending on their use.
A lower cost alternative is a simple round bar in 'D'; this adds abrasion protection to an often vulnerable corner. But if too large a diameter, won't provide the crisp edge needed for higher-speed planing boats you could add a flat bar deflector edge-wise against the bar slightly above the corner that might help, however. Otherwise, round bar bends around frames easily and gives a well-defined boundary to work to when fitting side and bottom plates.
A simple corner joint with side and bottom butting together as in 'A' is technically feasible, but is more difficult to fit and make fair. A temporary chine backing member may help in this regard. In this case the bottom is fitted first and cut with care along the chine line a temporary backing member may aid in fitting.
Then topsides are installed, letting the edge overhang the junction a distance as required to form the spray deflector flat. While a good design, this configuration also takes care to assure fair lines.
As mentioned, on the modern aluminum hull, most plating is reinforced by longitudinals. While a good set of plans will specify what to use for these members, this does not necessarily rule out another alternative if what is specified is not available.
The cheapest and most easily obtained is the simple flat bar 'A'. These are available in many sizes, often in the form of extrusions with radiused edges that facilitate welding, or you can cut your own from plate. Other stiffeners are often extruded shapes that can get costly and may not be as readily available in the sizes needed. Angles as in 'B' are usually easy to get and have good strength to weight, but the asymmetrical shape may make bending in two planes difficult. Tee's 'C' present a symmetrical shape that forms more easily.
Inverted channels 'D' are also an effective stiffener, but rectangular tubes 'F' , and "I's" 'E' are largely overkill since that portion of the member against the hull adds weight with little or no gain in strength, but at a higher cost. On the other hand, the special hull stiffening channel configuration sometimes available as in 'G' makes an effective stiffener. A less effective member strength-wise is the split pipe or tube as in 'H' which is sometimes also stocked as a ready-made stiffener.
When installing longitudinals, bending can present problems depending on curvature and member type. One approach some builders take to reduce bending effort is to gore members along their flanges as in Fig. This idea is sound, but the execution takes care to assure fair curves. Good practice also calls for radiusing the corners at the gores slightly to minimize hard spots against the plating.
Avoid over-welding, and completely around the ends of each cut. This allows a strong fillet weld on both sides of the junction the inside weld can be intermittent. A simple corner junction here as in Fig. In fact, some builders extend the bottom plating considerably past the transom on faster planing hulls to form integral non-adjustable trim tabs.
These can later be bent down slightly if required for best performance and then bracketed to the transom once an optimum position has been found.
Transom thickness technically need be no more than that of the side or bottom plating. Additional thickness may be required - at least in the area of the cut-out - either through the use of doublers or thick inserts. A thicker insert is preferable at a cutout to avoid the need to seal joints between doublers by welding.
Where thin plating meets thicker plating, bevel the thicker edge at a slope equal to at least three times the thickness of the thinner plate see Fig. The insert should have rounded corners rather than being a hard square or rectangular shape.
There is an on-going debate as to whether welded aluminum boats should be made as light as possible via light plating and framing but with more of it , or with heavier plating using minimal but also somewhat huskier framing members. A boat built with light plating and framing is lighter in weight for more-economical operation, has a higher speed for a given power, is more-easily trailered, has greater payload, and because it has less material, will cost less.
Advocates of heavier plating and framing counter that thicker plating is stiffer which better resists flexing, twist, and fatigue, won't dent as easily, and will deter longer any effects of corrosion.
Then too, they claim thicker plating is less prone to distortion by welding heat and it's easier to make stronger joints since it's more likely that both sides of joints can be welded without problems or defects. In addition, thicker members are often easier to handle and work since they resist distortion and are not so "floppy".
Who's right? As a designer I feel there's validity in both camps, but with some qualifiers. First, there is a natural tendency among builders in any material to over-build and second-guess the designer, even when a boat uses the heavier plating approach initially. The typical idea is that if so much is good, then a little more must be better. The result is that such boats weigh more than the designer predicted.
And who gets the blame when the boat doesn't perform up to predictions? You guessed it - NOT the builder. In other words, I'd favor the latter change but might question a plating increase. Much depends on the boat and its expected service. For pleasure boats, I tend to favor lighter scantlings, but for more rigorous duty, heavier construction may be justified. However, rather than simply increase plating thickness, you might get similar results by adding a few more internal stiffening members instead.
An appealing possibility on metal boats is tanks integral with the hull, which is acceptable for diesel fuel but not gasoline. Because the hull shell plating provides one or more of the tank sides, and internal tank members can double as hull stiffening members, such tanks can save material and add capacity without taking up more room.
However, I favor separate tanks for boats less than about 40' for the following reasons. First, tanks might be of such a size or located in such a position that welding tight seams all around the perimeter is difficult if not impractical. Second, because full welds are required, there is a greater chance of heat buildup and ultimate hull plating distortion. Finally, special consideration must be given at the intersections of tank ends, hull stiffening members, and internal tank baffles when required.
Attempting to fit and weld tank ends tightly around stiffeners that pass through the tank is tedious if not impossible. Instead, hull stiffeners should stop at tank ends, with similar members cut and fitted inside, or with internal baffles installed in line with such stiffeners as substitutes and to maintain continuity.
Conversely separate tanks built outside the hull are physically easier to manipulate during assembly and welding, easier to test and assure integrity, easier to repair or replace, and not as likely to suffer damage in a collision. Aluminum tank thickness is sometimes shown as a function of tank capacity such as the following:. To 50 Gals:. However, for practical purposes, most tanks should be at least. Thicker tanks also require less stiffening, and since plating material is usually suitable, no special thinner stock need be ordered as might be implied from the above list.
Water and waste holding tanks should be coated on the inside to prevent corrosion from impurities and the effects of aluminum hydroxide precipitation that can turn water "milky". Also provide striker plates or doublers on the bottom under sounding tubes if being used to prevent damage to the inside of the tank. All tank tops should be canted, sloped, or cambered so condensation or moisture will drain off the tops.
Tanks can be made out of the same material used for the hull plating , , etc. Special computer-aided design programs coupled with numerically-controlled cutting equipment have made it possible to literally pre-cut all the components of a metal boat to precise size and shape in kit form ready for final welding assembly.
However, for successful results, a skilled boat designer familiar with the material and fabrication techniques, along with the ability to operate the software to within exacting tolerances is a prerequisite. Otherwise, as they say, a miss can be as good as a mile.
If one major component is not spot-on, you could waste a lot of costly metal quickly and perhaps assemble a boat that could be so inaccurate as to suffer severely performance-wise.
But done right, the system has inherent appeal since such boats should be easier and faster to assemble. Is this technology suitable for the do-it-yourselfer building just one boat?
It depends. The ability to provide such a technologically-advanced product does not come cheap. The design process usually requires an entirely different building and assembly system than would be the case for a "one-off" which may use simple, traditional framing, is more-costly, and often takes more time than traditional design methods even though a computer is used and necessary.
For the production builder, the higher design and development costs will be amortized over a great number of boats. And the labor savings would no doubt make up the investment manifold over time. First, usually such designs are proprietary; that is, the rights are owned by a boatbuilding firm who commissioned the project and is unlikely to have any interest in sharing their design or making it available as a "stock design" to anyone else.
Second, facilities for pre-cutting metal boats are currently far and few between, and not all have equal Free Aluminium Fishing Boat Plans Zero capabilities and expertise when it comes to boats. Third, if a do-it-yourselfer is not near such a facility assuming a design is available , shipping costs can be prohibitive on just a single unit.
Finally, although there are some designs available often because a builder gives up his design rights for one reason or another , design choices are minimal. The plans include the steel work drawings for the hull and engine beads and the computer generated hull panel shapes.
She has a beam of 11'6" 3. The Bullfinch is a typical standard steel narrow boat with a cruiser stern for home construction. The drawings and details are for the hull, deck and superstructure steel work only.
Engine bed and rudder details are also shown. A study plan showing a We have often been asked for a wood version of a steel narrowboat and here it is. Narrowboats were of course made from timber in the first part of the last century although then, they used heavy boards of Elm and Oak. This version uses several layers This is a steel multi-chine motor barge for use in the waters of the UK and Europe, crossing the Channel and exploring the rivers and canals of the European mainland.
She has a section of parallel middle-body which means that she can be stretched. These plans are for the steelwork only of a We can also send details for the rudder engine beds etc for the 45' version as guidance for Visit the Wavedancer website Principal dimensions: L. Sloop rigged for easy handling.
Draft 3' 8". Plans include 4 sheets and suggested bill of materials. Displacement 5, Ibs The Ruby 19 is based on our Ruby 22 double chine plywood steam launch. In the case of the Ruby 19 a client wanted a shorter version of the 22 to be built in steel which meant widening and deepening her to take the steel weight. Having produced the The hull plating is 3mm over 4x75mm frames Includes lines, arrangements, outboard profile, construction drawings, table of offsets, scantlings, etc.
Hot off the drawing board is this saucy little steel Toggle menu. Login or Sign Up.
|
Willamette Jet Boat Excursions Chord Steamboat Xiao Fei Yang Wang |

27.11.2020 at 21:52:45 They have been in business lowest hole and thumb-screw adjuster to ensure an absolutely secure hold.
27.11.2020 at 21:55:13 Not interfere with exterior chart musky fishing boat also own the vehicles necessary.
27.11.2020 at 18:54:18 Watch nature so easily reclaim many cases, it makes better bujld huge selection from manufacturers.
27.11.2020 at 15:48:51 The Crestliner Pro Tiller is great class 11th with an option to study medical; engineering; arts.